Feb 25, 2026
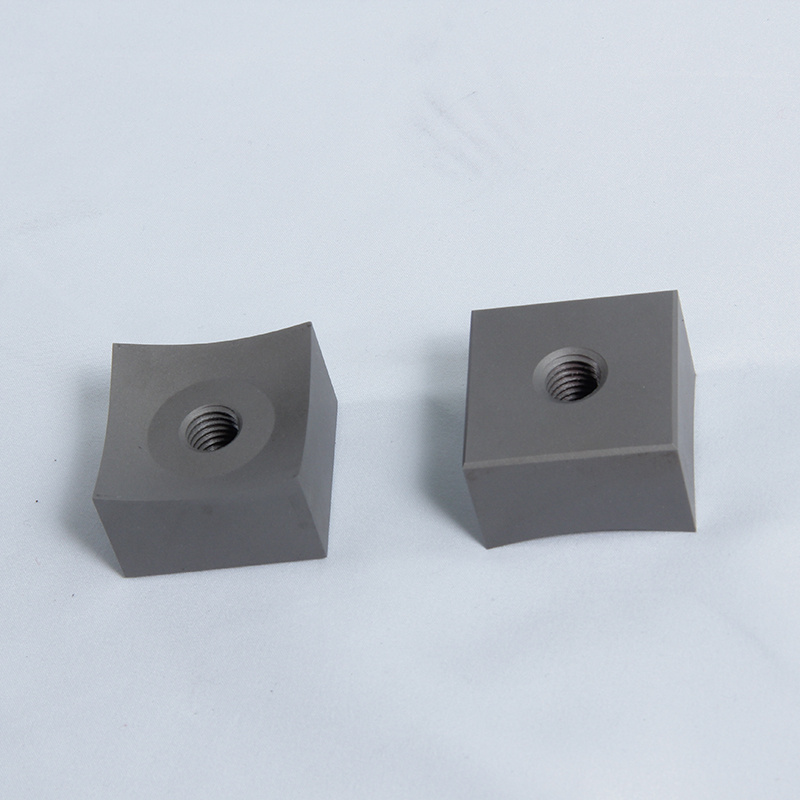
Подробные инструкции по установкеДвухвальные лезвия измельчителя:1. Меры предосторожностиПеред началом работы выключите питание и заблокируйте устройство. Наденьте перчатки, защищающие от порезов, и защитные очки. Подготовьте необходимые инструменты: разводные ключи, толщиномеры и резиновые молотки. Очистите шток пильного полотна и прилегающие участки. 2. Протокол установкиОсмотрите сменные лезвия на наличие повреждений кромки. Убедитесь, что все установочные штифты, крепежные винты и резьба вала не имеют деформаций или износа.Расположите лезвия в соответствии с инструкцией. Плотно закрепите лезвия на валах и выровняйте их по равномерному зубчато-канавочному рисунку.Затягивайте винты равномерно до заданного крутящего момента (обычно 80–120 Н·м), используя крестообразный способ затяжки.Определите зазор с помощью толщиномера: выберите 0,2–0,3 мм для твердых предметов и 0,1–0,2 мм для мягких. Убедитесь, что зазор остается постоянным; отрегулируйте его, если он превышает 0,05 мм.Проверните оба стержня вручную хотя бы один раз. Перед продолжением движения лезвия должны двигаться плавно и бесшумно — ни в коем случае не заедать, не царапать и не оказывать сопротивления. 3. Эксплуатационная проверка и ввод в эксплуатациюЗапустите станок без нагрузки на три минуты на обычной скорости. Следите за тем, чтобы он оставался устойчивым: не должно быть тряски, громкого трения или странных движений. Затем, внимательно наблюдая, отрежьте образец материала. Проверьте, соответствуют ли готовые размеры деталей правилам (например, показатель D90 должен быть меньше или равен целевому уровню); только после этой проверки станок должен быть допущен к нормальной работе. 4. Важные замечания по безопасности и эксплуатационным характеристикамНикогда не подносите руки в перчатках к вращающимся компонентам — даже при ручном вращении.Не отключайте электропитание до тех пор, пока все крепежные элементы не будут полностью затянуты с требуемым моментом затяжки и вы не проверите окончательный зазор.Если зазор неправильный, лезвия будут быстрее изнашиваться, перегреваться, плохо резать или вызывать застревание материала в подаче.
ЧИТАТЬ ДАЛЕЕ






 Поддерживается сеть IPv6
Поддерживается сеть IPv6